-
Línea de Extrusión, de Plástico de Alto Rendimiento Serie GJS
Línea de extrusión de tornillo para aislamiento y revestimiento de cables



En S&A, ofrecemos líneas de extrusión de plásticos de alto rendimiento, específicamente diseñadas para el aislamiento y revestimiento de cables, abarcando desde cables eléctricos de baja tensión hasta cables de muy alta tensión.
| Diá. del tornillo | L/D | Potencia del motor | Capacidad de extrusión (PVC) | Capacidad de extrusión (PE) |
| 30 mm | 25:1 | 5.5 kW | 25 kg | 15 kg |
| 45 mm | 25:1 | 15 kW | 80 kg | 45 kg |
| 65 mm | 26:1 | 30 kW | 160 kg | 90 kg |
| 80 mm | 26:1 | 75 kW | 260 kg | 165 kg |
| 90 mm | 26:1 | 90 kW | 360 kg | 210 kg |
| 120 mm | 26:1 | 132 kW | 620 kg | 380 kg |
| 150 mm | 25:1 | 200 kW | 900 kg | 550 kg |
| 200 mm | 25:1 | 280 kW (315 kW) | 1300 kg | 750 kg |
- Mayor Capacidad de Extrusión: Nuestra línea de extrusión de plásticos supera a las líneas convencionales, ofreciendo un volumen de extrusión un 50% mayor y una velocidad de línea incrementada.
- Diseño Único de Flujo de Salida: Incorporamos un canal de flujo de salida especialmente diseñado que, junto con un tornillo en forma de arco, garantiza una extrusión de alta calidad.
- Estructura Innovadora de Ranura del Tornillo: El diseño de la ranura del tornillo innovador mejora significativamente la calidad de la extrusión en comparación con otros diseños de tornillo.
- Plastificación Eficiente: La línea de extrusión previene el sobrecalentamiento y descomposición del plástico mediante una cizalladura optimizada, asegurando una plastificación y homogeneización superiores para extrusión a alta velocidad.
- Control Preciso de la Temperatura: La línea de extrusión cuenta con un sistema de control de temperatura de alta precisión, que utiliza el reconocido sistema RKC de Japón.
- Amplia Variedad de Materiales de Extrusión: La línea de extrusión de plásticos es compatible con diversos materiales como PP, PE, PVC, LSF-HFFR, XLPE, TPU, FEP y ETFE.
- Sistema Avanzado de Control de Aire: Nuestro sistema de control combina una computadora industrial con el control de la serie Siemens S7, posibilitando un control sincronizado y funcionamiento autónomo.
- Parámetros de Control Amigables: Nuestra línea de extrusión de plásticos facilita la modificación de parámetros de control, almacenando en la computadora distintos parámetros de control de proceso de producción para un manejo centralizado y ajustes personalizados.
- Sistema de Control Integral: Este sistema gestiona la producción, el monitoreo y la administración de datos, ofreciendo seguimiento del proceso, sistemas de alarma, menús de proceso, registros históricos, bitácoras de alarma, informes, gestión del sistema e impresión.
- Interfaz Hombre-Máquina: Las operaciones de producción se gestionan a través de una interfaz de computadora industrial fácil de usar, que muestra en tiempo real y a través de curvas de datos históricos parámetros como el diámetro exterior de extrusión, la presión del cilindro, la velocidad de la línea, la velocidad del tornillo, la corriente y la presión en la cabeza.

Diseño especial de tornillo
En comparación con las series convencionales de extrusión para cables eléctricos, nuestra línea de extrusión supera en un 50% el rendimiento en producción gracias al diseño especial del tornillo creado por HNT. El tornillo de nuestra línea de extrusión cuenta con canales de flujo de salida especialmente diseñados para el plástico fundido, asegurando así una alta calidad en la extrusión. Además, el tornillo incorpora una estructura en espiral de forma arqueada que mejora notablemente la calidad del producto extruido en comparación con otros tipos de estructuras de tornillo. Utilizamos tecnología de tubo de calentamiento en el diseño del tornillo, lo que fortalece el corte y evita la descomposición del plástico por sobrecalentamiento. De este modo, el proceso de fusión se mantiene uniforme y la velocidad de extrusión alcanza niveles superiores.
Sistema de Control de Temperatura de Precisión
El cilindro de nuestra línea de extrusión incorpora dos sistemas principales de enfriamiento. Se ha montado tanto un sistema de enfriamiento interno por agua como un sistema de enfriamiento por aire con aletas de cobre cortadas con precisión. Estos dos sistemas trabajan en conjunto para garantizar un equilibrio térmico óptimo durante el proceso de extrusión, lo cual permite un control de temperatura preciso en el cilindro.
Sistemas de Control Eléctrico
La totalidad de la línea de extrusión de plástico está gestionada por un IPC (Ordenador Personal Industrial) y un PLC Siemens S1-300. Todos los equipos dentro de la línea de extrusión GJS pueden operarse de manera simultánea y sincronizada, pero también ofrecen la posibilidad de un control individualizado. Los distintos parámetros de control del proceso de extrusión pueden almacenarse en el ordenador y visualizarse conjuntamente en la pantalla. Los parámetros de la interfaz humano-computadora se pueden configurar fácilmente para lograr un control centralizado de toda la línea.

Desenrollador
- Control mecánico neumático de la tensión para lograr un desenrolladoj
- Medición basada en detectores de proximidad y detección de rotura de cable

Enrollado
- Sujeción de alambre motorizada con mecanismos de protección mecánica y eléctrica
- Carga y descarga sencilla de las bobinas de alambre
- Sincronización con la máquina principal para mantener una tensión continua durante el funcionamiento y detención demorada tras el apagado de la máquina

Cabrestante de doble rueda
- Ruedas de doble accionamiento con distribución natural del alambre para prevenir daños al conductor
- Sistema de presión neumática para evitar deslizamientos del cable durante el arranque
- Excelente sincronización y fuerza de tracción
- Protección contra sobrecarga con acoplamiento de pasador para mayor seguridad

Contador
- Contador electrónico sin contacto para mediciones precisas y fiables
- Contador de metros mecánico incluido
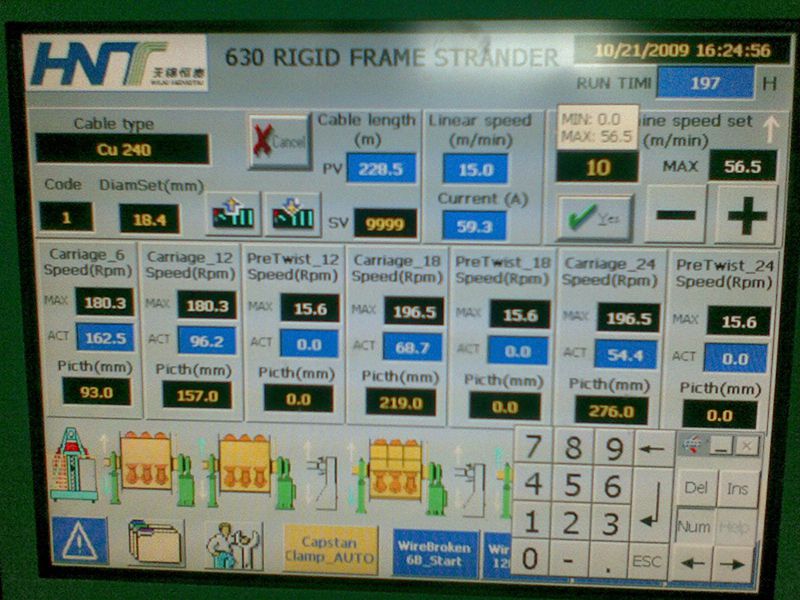
Sistema de control
- Control PLC Siemens, para garantizarfuncionamiento fiable y eficiente
- Todos los parámetros técnicos pueden ajustarse a través de la interfaz de pantalla táctil, con función de almacenamiento de parámetros del proceso de producción.



